影响淬火液冷却的因素-温度、浓度、搅拌及控制方法
水性PAG淬火液通过控制其浓度、温度及搅拌来控制其冷却能力,得到介于水跟油之间的冷却范围。如何控制浓度、温度、流速对淬火液冷速的影响。
淬火液浓度对冷速的影响有控制
1.浓度对冷速的影响
浓度与冷速成反比,浓度提高冷速降低,反之浓度降低冷速提高。所以如果想提高冷速,则加自来水使浓度降低,反之则添加淬火液浓度提高,冷速下降。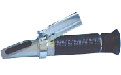 2.浓度的控制。
介绍测浓度的小工具,如右图所示,手持式折光仪(也有叫糖度计的),小巧携带方便。建议热处理厂家都配备一个,价格不贵,国内许多光学仪器厂有生产,在很多仪器店也能买到。
在热处理的现场可以用折光仪来监控浓度,简单的说用折光仪读数乘2.5即可得到浓度值。
随着淬火溶液中水性淬火剂(PAG淬火液) 原液浓度的增加,溶液的冷却能力明显下降。为了保证工件淬火后既达到要求的硬度又不出现淬火裂纹,就必须使淬火溶液中 原液的浓度稳定在一定范围内。在生产现场可以用折光仪监控 原液的浓度。新配制的 THIF-502 水溶液可用折光率读数乘 2.5 ,即为其浓度值。在水性淬火剂(PAG淬火液)使用过程中,折光率读数会受到系统污染的影响。为保证对槽液浓度的良好控制,应酌情定期取样测定运动粘度等性能以校正现场浓度值。
淬火液温度对冷速的影响有控制
1.温度对冷速的影响
简单点说温度越高,冷速越低;温度越低冷速越高。所以要提高冷速,就可以在生产中对淬火剂冷却,降低温度;反之加热或停止冷却循环,提高淬火剂温度,便可降低淬火冷却速度。
2.温度控制:
淬火溶液的温度和冷却性能有一定关系。推荐最佳溶液温度为 30-40 ℃,应不高于55 ℃。为了保产品质量的稳定性,建议将淬火温度控制在尽量窄的范围内。槽液淬火前后的温升也一般不要大于 10 ℃。最好配备冷却循环散热成套装置,如冬天室温过低,淬火前应考虑加热槽液或适当提高浓度。尽量配备冷却及散热系统,像冬天温度低,使用前可以加热或提高浓度 。
搅拌对冷速的影响
搅动淬火剂(包装摆动工件)可以提高其淬火冷速;反之降低淬火冷度。
好好运用这三方面对冷速的影响,能解决很多热处理方面的问题。
2.浓度的控制。
介绍测浓度的小工具,如右图所示,手持式折光仪(也有叫糖度计的),小巧携带方便。建议热处理厂家都配备一个,价格不贵,国内许多光学仪器厂有生产,在很多仪器店也能买到。
在热处理的现场可以用折光仪来监控浓度,简单的说用折光仪读数乘2.5即可得到浓度值。
随着淬火溶液中水性淬火剂(PAG淬火液) 原液浓度的增加,溶液的冷却能力明显下降。为了保证工件淬火后既达到要求的硬度又不出现淬火裂纹,就必须使淬火溶液中 原液的浓度稳定在一定范围内。在生产现场可以用折光仪监控 原液的浓度。新配制的 THIF-502 水溶液可用折光率读数乘 2.5 ,即为其浓度值。在水性淬火剂(PAG淬火液)使用过程中,折光率读数会受到系统污染的影响。为保证对槽液浓度的良好控制,应酌情定期取样测定运动粘度等性能以校正现场浓度值。
淬火液温度对冷速的影响有控制
1.温度对冷速的影响
简单点说温度越高,冷速越低;温度越低冷速越高。所以要提高冷速,就可以在生产中对淬火剂冷却,降低温度;反之加热或停止冷却循环,提高淬火剂温度,便可降低淬火冷却速度。
2.温度控制:
淬火溶液的温度和冷却性能有一定关系。推荐最佳溶液温度为 30-40 ℃,应不高于55 ℃。为了保产品质量的稳定性,建议将淬火温度控制在尽量窄的范围内。槽液淬火前后的温升也一般不要大于 10 ℃。最好配备冷却循环散热成套装置,如冬天室温过低,淬火前应考虑加热槽液或适当提高浓度。尽量配备冷却及散热系统,像冬天温度低,使用前可以加热或提高浓度 。
搅拌对冷速的影响
搅动淬火剂(包装摆动工件)可以提高其淬火冷速;反之降低淬火冷度。
好好运用这三方面对冷速的影响,能解决很多热处理方面的问题。
常见问题
相关链接













