


| 项目 | 指标 | |
|---|---|---|
| 外观 | 无色至浅黄色透明液体 | |
| 密度(25℃,g/cm3) | 1.060~1.180 | |
| 防锈性 | ≥5%具有良好的防锈性 | |
| 浊点/℃ | 75±5 | |
| PH值 | 8.0-10.0 | |
| 凝点 | ≤-10℃ | |
| 粘度(40℃ 原液,mpa.s) | 280-320 | |
| 10%浓度 | Vmax(℃/S) | ≥140 |
| Tmax(℃) | ≥600 | |
| V300(℃/S) | ≤65 | |
| 淬火剂特性曲线图 | 淬火剂冷却过程曲线图 |
|---|---|

| 
|

| 表部分钢种适合的浓度表(参考值) | |||||
|---|---|---|---|---|---|
| 5% | 10% | 15% | |||
| 30 | T7 | T7 | 40Mn2 | 40Mn2 | GCr15SiMn |
| 35 | T8 | T8 | Gcr15 | Gcr15 | 50CrVA |
| 45 | T10 | T10 | 65Mn | 65Mn | 50Mn2 |
| 45b | T12 | T12 | 60Si2Mn | 60Si2Mn | 50CrMn |
| 50 | 40Mn | 40Mn | 40Mn2V | 40Mn2V | 50CrMnVA |
| 30mn | 40Cr | 40Cr | GCr9SiMn | GCr9SiMn | 40CrMoB |
| 60 | Gcr9 | Gcr9 | 42SiMn | 42SiMn | 38CrMoAL |
| 65 | 30CrMnTi | 30CrMnTi | 50Cr | 50Cr | 55SiMnVB |
| 30Cr | 35CrMo | 35CrMo | 40MnB | 40MnB | - |
| - | 42CrMo | 42CrMo | - | - | - |
| - | Gcr6 | Gcr6 | - | - | - |
| - | 40CrV | 40CrV | - | - | - |
| 渗碳淬火 | |||||
| 15 | 20Cr | 20CrMo | 20CrMnMo | 20CrMnMo | - |
| 20 | 20GV | 20Mn2 | 20crMnTi | 20crMnTi | - |
| - | 20CrNi | 20CrNi | - | - | - |
| 检测淬火液的浓度仪器-折光仪 | |
|---|---|
 |
 |
| 折光仪实物(长约20cm) | 折光仪的读数 |

淬火液配置成功的标志是循环冷却系统中各处的淬火液浓度均匀一致,且满足淬火要求。

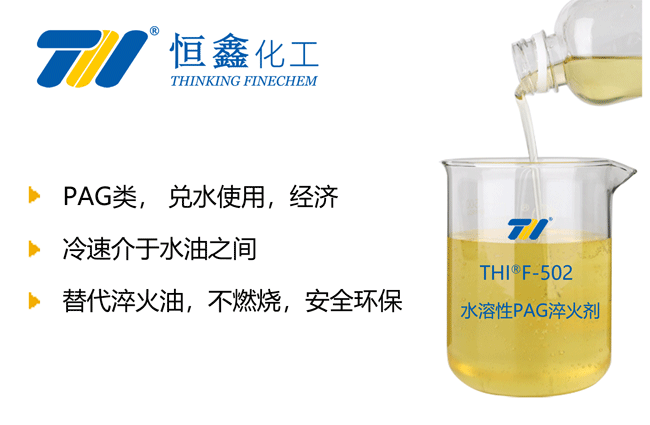
水溶性淬火介质具有安全环保,不燃烧,不污染环境,是目前热处理淬火介质的首先。

根据工件材质、尺寸大小、热处理要求等综合考虑,选定淬火液淬火使用浓度。
工件出炉后直接放入淬火槽中进行淬火,淬火过程中要来回上下晃动,保证淬火均匀。

PAG淬火液维护是非常重要的,一旦维护不及时就会出现不同程度的变质现象。
当前,使用PAG淬火剂的工厂用来测量浓度的方法有折光仪法、黏度法和真实浓度法。

为了保证热处理工件的质量,必须使淬火液中聚乙烯醇的浓度稳定在一个适当的范围内。

本文主要介绍了淬火介质一般技术要求及应用范围。