

| 项目 | 指标 |
|---|---|
| 外观 | 无分层,无沉淀,无色至淡黄色透明液体 |
| 密度(25℃,g/ml3) | 1.001-1.199 |
| 粘度(25℃原液,mpa.s) | 1-100 |
| PH值(10%的浓度) | 8.0-12.0 |
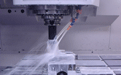
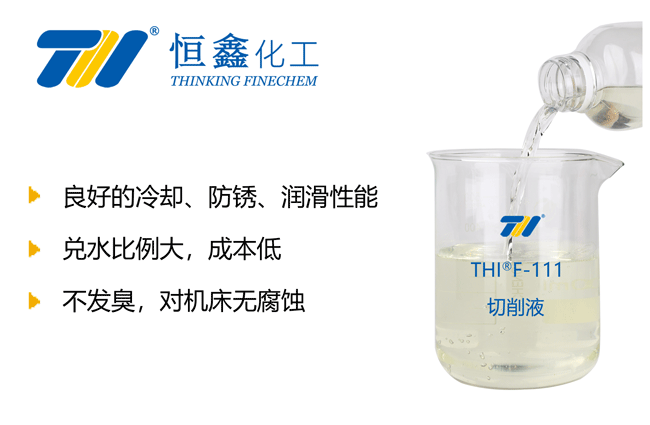
水性切削液广泛应用在切削加工机床中,具有良好的防锈、冷却、清洗、润滑等特点。
由于有大量细菌存在切削液中,导致切削液会发臭,切削液中都存在哪些细菌?

切削液是机床上会使用的金属加工助剂,同时切削液对金属的切削加工起着重要的作用。
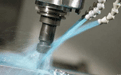
切削液是一种在金属切削、磨加工过程中,用来冷却和润滑刀具和工件的工业用液体。
切削液是金属加工切削过程中必不可少的加工助剂,在车削、机床加工上发挥了巨大作用。
切削液为什么会发臭?微乳切削液的优点。切削液的日常使用维护。
切削液的配置就是按一定比例加水稀释。首先需要确定稀释的比例。

选择切削液时应该以切削液的冷却性能作为主要标准,还要具有清洗、润滑和防锈性能。